











QC7つ道具の一つである「管理図」は、製品やプロセスの品質を監視し、管理するためのツールです。
本記事では、管理図の基本的な概念や使い方、そしてそのメリットについて詳しく解説していきます。
管理図を適切に利用することで、品質の安定化を図り、異常を早期に発見することが可能となります。
品質管理や工程管理に関心のある方にとって必見の内容です。
管理図とは
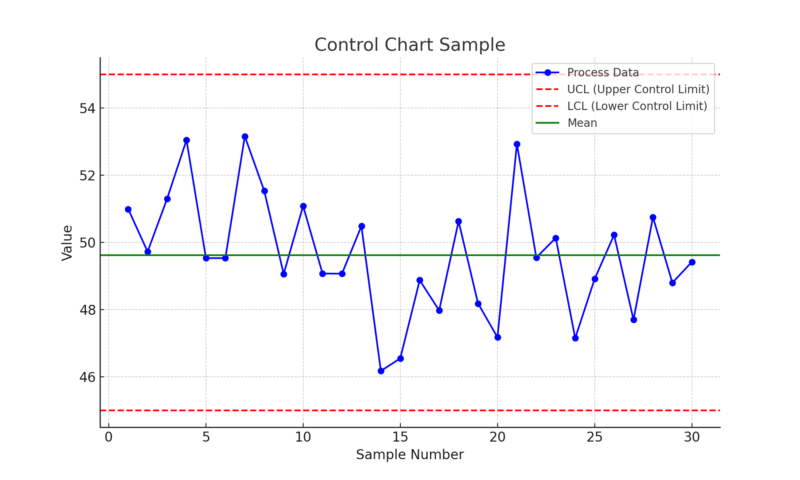
管理図とは、製造プロセスやサービスの品質を定量的に監視し、異常が発生しているかどうかを判断するためのグラフです。
管理図は、データの変動を視覚的に示し、特定の限界値を設定して、品質の偏差が許容範囲内であるかどうかを確認します。
QC7つ道具の中でも特に使用頻度が高く、製造業やサービス業など、幅広い分野で活用されています。
管理図の目的
管理図の主な目的は、プロセスの異常を早期に発見し、問題の拡大を防ぐことです。
これにより、品質の安定化とコスト削減が実現します。
また、データの変動を視覚的に示すことで、プロセスの改善点を発見しやすくなり、継続的な改善活動にも寄与します。
管理図の種類
管理図にはいくつかの種類があり、目的やデータの特性に応じて使い分けることが重要です。
代表的な管理図の種類としては、以下のものがあります。
管理図の使い方
管理図を使う際には、適切なデータ収集と分析が求められます。
また、異常を発見した場合は、その原因を突き止め、対策を講じることが重要です。ここでは、管理図の基本的な使い方について説明します。
データの収集
管理図を作成するには、まずデータの収集が必要です。
データは定期的に、一定の間隔で収集することが望まれます。
また、データが信頼できるものであることを確認し、不正確なデータが混入していないかをチェックすることが大切です。
限界値の設定
次に、データの平均値と標準偏差を計算し、管理限界(上限および下限)を設定します。
管理限界は、通常3σ(標準偏差)を基準として設定され、プロセスがこの範囲内で安定しているかを監視します。限界を超えた場合、プロセスに何らかの異常が発生していると判断します。
異常の識別
管理図上でデータが管理限界を超える場合、それは異常信号とみなされます。
この場合、すぐに原因を特定し、適切な対策を講じる必要があります。
異常の原因としては、機械の故障、原材料の品質不良、操作ミスなどが考えられます。
継続的なプロセス改善
管理図は、プロセスの状態を常に監視するため、異常の発見だけでなく、プロセスの改善にも役立ちます。
データの変動パターンを分析することで、プロセスの改善点が明確になり、品質の向上が期待できます。
また、管理図を使用してプロセスが安定していることを確認することも重要です。
管理図のメリット
管理図を使用することで、以下のようなメリットが得られます。
早期発見と対策
管理図は、プロセスの異常を早期に発見するため、問題が大きくなる前に対策を講じることができます。
これにより、品質の低下や不良品の発生を未然に防ぐことができます。
品質の安定化
管理図を活用することで、プロセスの品質を安定させることができます。
異常を迅速に発見し、改善を行うことで、製品やサービスの品質を一定のレベルに保つことが可能です。
コスト削減
異常の早期発見とプロセスの安定化により、不良品の発生が減少し、コストの削減にもつながります。
また、品質の安定により顧客満足度も向上し、長期的なコスト削減効果が期待できます。
まとめ
管理図は、QC7つ道具の中でも特に重要なツールであり、品質管理やプロセス改善において大きな効果を発揮します。
異常の早期発見や品質の安定化、コスト削減など、多くのメリットがあり、製造業やサービス業を問わず広く利用されています。
管理図を正しく理解し、活用することで、プロセスの効率化と品質向上を実現しましょう。

